

1.对焊接人员(即焊工)的要求对比ISO15614-1:2004标准
对进行焊接工艺评定的焊工资格有严格的要求,要求承担焊接工艺评定的焊工需取得ISO9606-1或ISO9606-2或ISO14732对应范围的认可资格,即对焊工的资格有明确要求。
NB/T47014-2011标准对进行焊接工艺评定的焊工资格要求是本 单位 操作技能熟练的焊接人员即可,可以没有取得相应的资格认可,只要是本单位操作技能熟练的焊工即可,换句话说该焊工可以是无证焊工(焊工证过期或未取得此项目证书)。
2.焊件试件尺寸的要求对比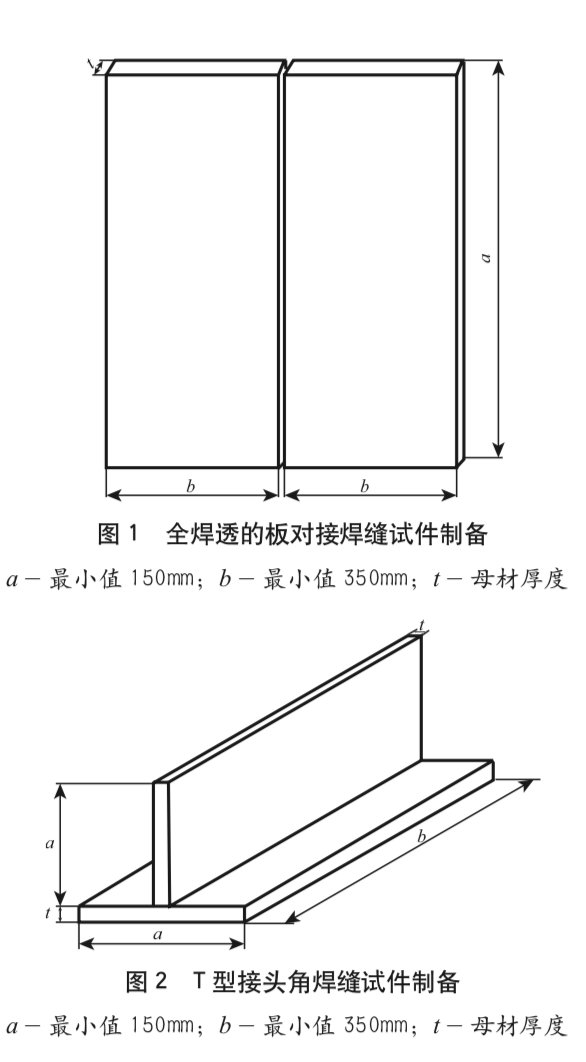 承压设备制造焊接工艺评定是评定焊接接头,主要是全焊透板板对接接头或管管对接接头 焊缝和T型接头角焊缝。
承压设备制造焊接工艺评定是评定焊接接头,主要是全焊透板板对接接头或管管对接接头 焊缝和T型接头角焊缝。
ISO15614-1:2004标准对焊接工艺评定焊件的尺寸有明确要求:全焊透的板板对接焊缝试件应按图1制备,板状T型接头角焊缝试件应按图2制备,均规定了试件的长度最小值及宽度最小值。
NB/T47014-2011标准对焊接工艺评定焊件的尺寸没有具体要求,标准中只是强调“试件的数量和尺寸应满足制备试样的要求,试样也可以在焊件上截取”,即只要能符合试样的截取即可。
老标准JB4708标准,全焊透的板板对接焊缝试件应可参考图1制备,但是 尺寸 有所变化:a最小值125mm,b最小值300mm;板状T型接头角焊缝试件应可以参考图2制备,也是尺寸有所变化:a最小值100mm,b最小值200mm,t母材厚度。
3.标准要求的试验内容对比 从表1中可以看出对于全焊透的对接焊缝 国际标准 在检测项目上对表面裂纹很重视,国内标准没有明确要求;
从表1中可以看出对于全焊透的对接焊缝 国际标准 在检测项目上对表面裂纹很重视,国内标准没有明确要求;
国际标准有宏观金相检测要求,国内标准没有;
对T型接头角焊缝国际标准与国内标准要求大体相同,国际标准对表面裂纹检测有要求,而国内标准无特别要求。
4.标准取样位置的对比分析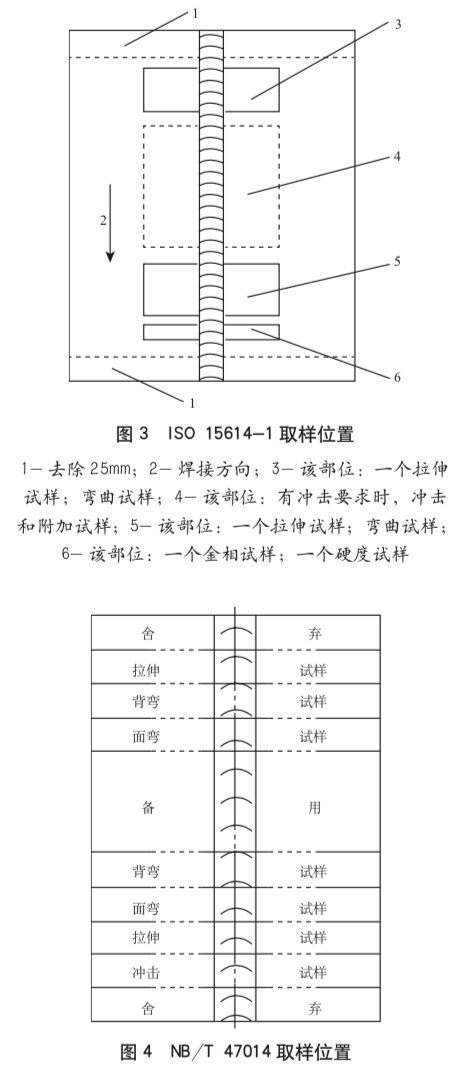 国际标准ISO15614-1:2004试样截取按图3要求;国内标准NB/T47014-2011试样截取按图4要求。
国际标准ISO15614-1:2004试样截取按图3要求;国内标准NB/T47014-2011试样截取按图4要求。
从两个标准的取样图可以看出,在试样截取上国际标准ISO15614-1:2004明确了试件的焊接 方向 性;国内标准NB/T47014-2011没有明确,只能靠个人理解,需要焊接技术人员要从焊缝的波纹看出焊接方向。
在舍去位置大体相同;
拉伸试样和弯曲试样的截取位置存在细微差别,国内标准对拉伸和弯曲位置做了详细的取样位置,而国际标准拉伸弯曲均在同一位置进行截取,并没有做顺序要求;
冲击试样截取存在明显不同,国际标准ISO15614-1:2004的冲击试样截取位置是试件位置的中部,恰恰是国内标准NB/T47014-2011的备用取样位置,而国际标准ISO15614-1:2004没有预留备用取样位置,国内标准冲击试样的截取位置在焊接方向的末端;
国际标准的金相与硬度取样位置在焊件的焊接方向的末端,是国内标准NB/T47014-2011冲击试样的取样位置;
国内标准NB/T 47014-2011没有明确金相与硬度的具体取样位置,按备用位置的预留可理解均在此位置取样。