发布日期:19-06-19 21:44 人气:











  |
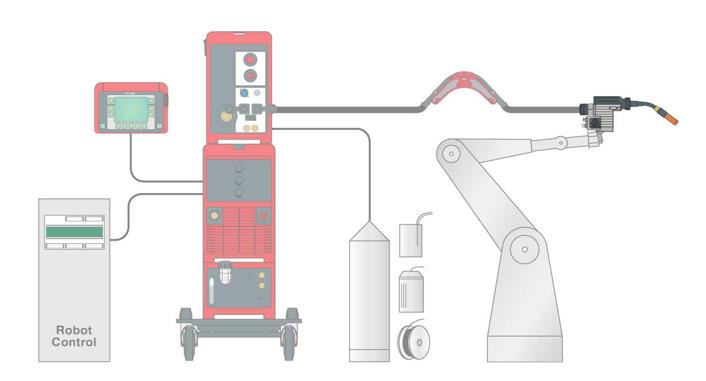
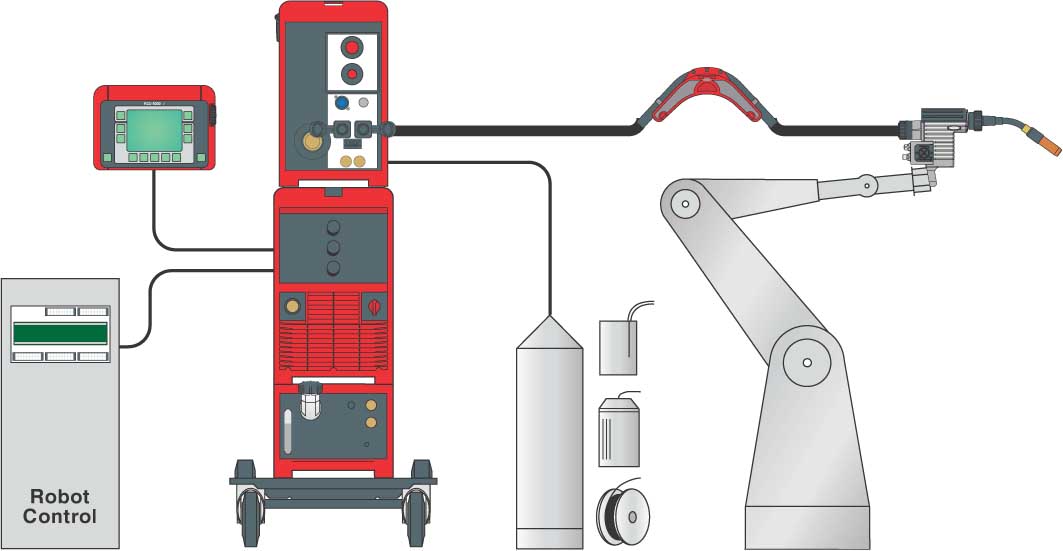
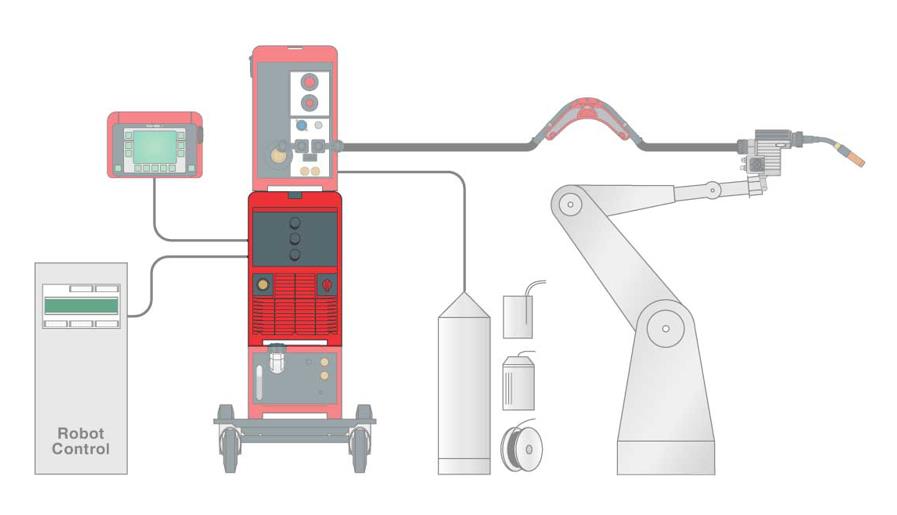
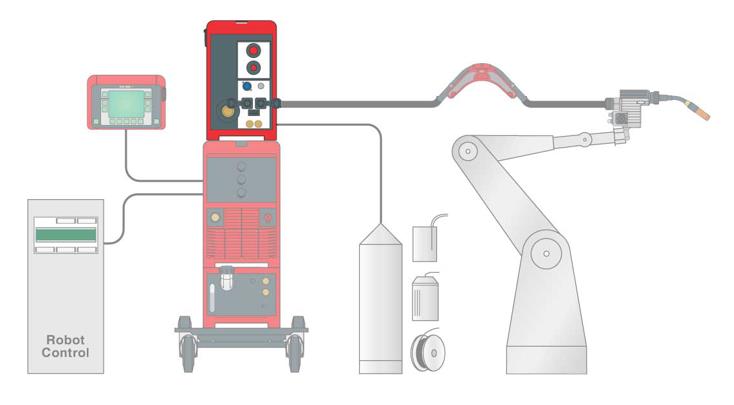
Wire buffer 焊丝缓冲器包含:
焊丝缓冲器
2 条外部送丝管
连接送丝机传感线
可提供长度: 4.25m / 6.25m
外部送丝管的长度
焊丝缓冲器 – 拉丝机构 = 1.2 m
功能: 减弱送丝机和拉丝机构的震动/保证焊枪送丝
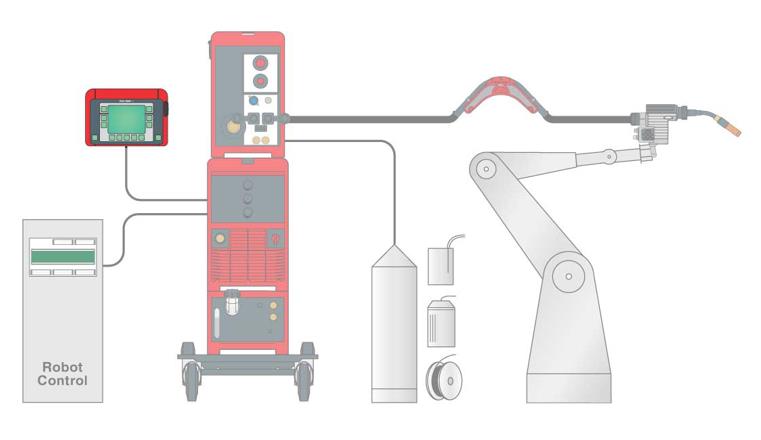
快速更换送丝管,减少怠工时间
适用所有材质焊丝
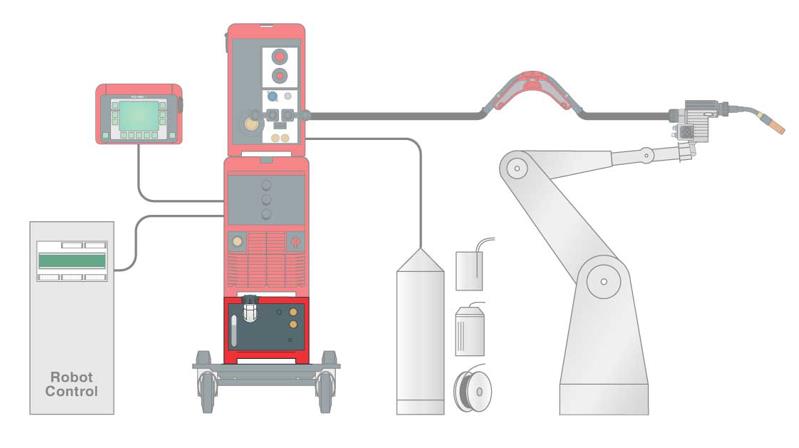
缓冲器需用专用的支撑架
(与机器人配套)固定
|