一、 堆焊概述
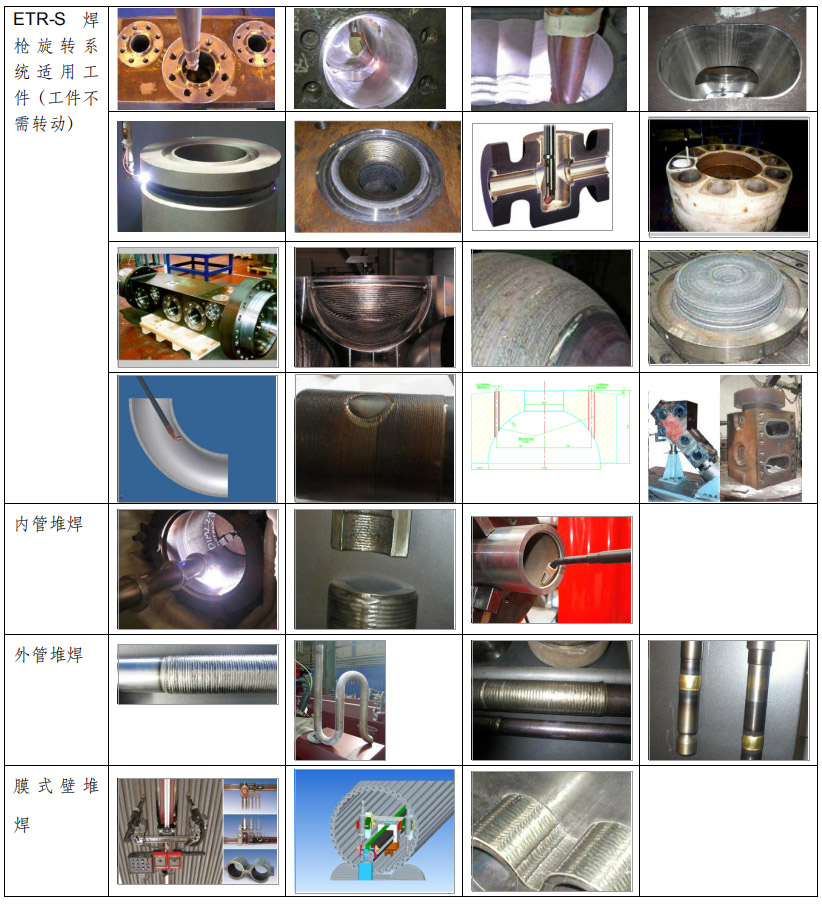
1.1 内孔典型堆焊专机一览
1.2 堆焊要求:
1978 年,ABB 维高格雷(Vetco Gray)研发了 Grayclad 耐腐蚀堆焊法,在低合金钢表面堆焊特种合金、不锈钢以满足耐腐蚀需要,由于此种工艺其巨大的经济性,因而在全世界被广泛应用。据不同的工作环境要不然求,堆焊的材料包括 Cr-Mo 钢、不锈钢、双相不锈钢、超级双相钢、inconel 625,incoloy825、铝青铜,蒙乃尔铜镍合金、Stellite 6 斯太立硬合金等。典型应用行业核工业,海洋工程,石油行业,煤炭,锅炉等。
堆焊由于其应用于各种特殊场合,有以下要求:
为保证表层金属的特殊性能,表面堆焊要求母材稀释率低,
选用热输入量低的焊接工艺。
尽可能采用全自动堆焊,减少人工因素。
因堆焊材料昂贵,要求低运成本的焊接工艺
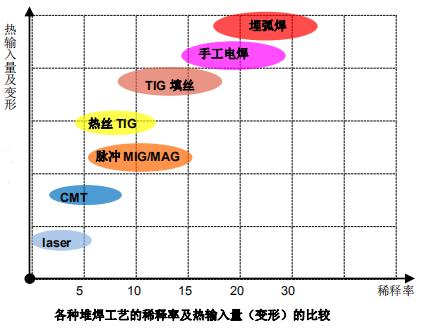
1.3 各种堆焊的工艺稀释率比较
表面堆焊的方法有很多种焊接工艺,
选择何种堆焊工艺,应按照以下条件:
a) 堆焊面积
b) 焊接可达性
c) 合金类型,堆焊的厚度和堆焊材料的化
学成份
d) 焊接位置
e) 检测接受标准
1.4 fronius 与堆焊
Fronius 公司是欧洲著名的焊接设备制造商,其堆焊历史可追溯到 1985 年,当时苏格兰开采北海油田,为抗海洋腐蚀,采油用的阀门需要内壁堆焊,fronius 就开发出热丝 TIG焊工艺,并制造出阀门内孔堆焊的阀门堆焊专机(目前阀门堆焊的专机占据了世界 90%以上的市场,包括中国)。自此行业积累经后,fronius 结合自已焊接工艺研发优势,针对各行业开发出不同形式的堆焊专机,并率先将适合的先进工艺用在堆焊专机上,比如:热丝 TIG堆焊工艺(上锅,哈锅,中国阀门行业..);CMT MIG/MAG 堆焊(中国煤机行业);激光-MIG复合焊堆焊工艺等,满足堆焊行业高质量,低稀释率的耐腐或耐磨等特殊要求。本文介绍 5款堆焊专机,用于不同的工件的堆焊。
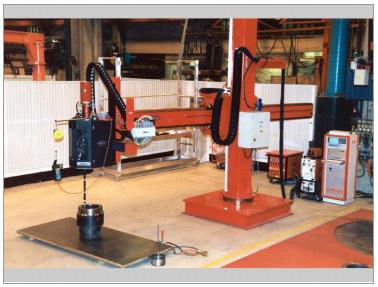
二、 专机一:工件不动,焊枪无极转动堆焊专机 ETR-S
2.1 ETR-S 设备用途:

2.2 运行描述:
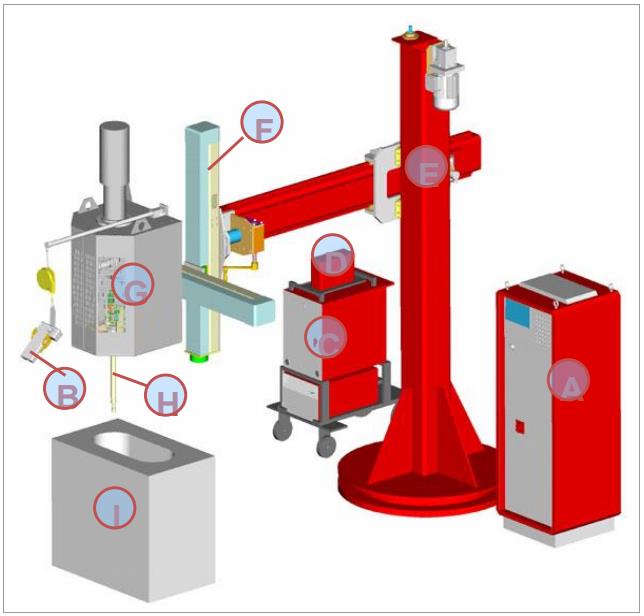
Fronius 公司的 ETR-S 热丝 TIG 自动堆焊设备,专门设计用于内孔堆焊,系统由脉冲 TIG焊电源,加热焊丝的电源,十字操作架,回转焊枪的机构,焊枪,系统控制器六大部份组成。堆焊的工作过程:由 CNC 数控的系统控制器 FPA9000 进行预先编程,集中控制各种焊接参数、十
字滑架的运动、ETR-S 焊枪旋转机构的转动的轨迹。焊接时 ETR-S 焊枪旋转机构带动焊枪旋转,按预先编定焊接轨迹进行圆孔内壁焊,焊接过程中采有 AVC(弧长控制)技术,确保钨针同工作的高度始终是一致的,对工件的不规则具有更好的容忍性。同时此套系统可手动将ETR-S 焊枪旋转机构倾斜-45°~45°,用于斜孔的堆焊。
2.3 部件组成:
2.4 ETR-S 独特的优点:
ETR-S 焊枪旋转堆焊系统是 fronius 的独有的,焊接时
只需将工件放在地上,焊枪自动找中心,自动进行内孔
堆焊。
焊接时工件是不动的,省去了定中心的时间
可以堆焊各种复杂形状的孔或工件的外圆(如跑道
形,相贯孔)
采用热丝 TIG 焊工艺,稀释率可控制在 5%
最小可堆焊的孔径为 35mm
一次堆焊深度可达 2 米
3D 可视化操作,适用 CAD/CAM 图纸
可堆焊圆平面,锥形工件,球形工件
可焊接弯管接头

三、 专机二:3 ~ 12m 长管内孔堆焊专机 FCW-PⅠ
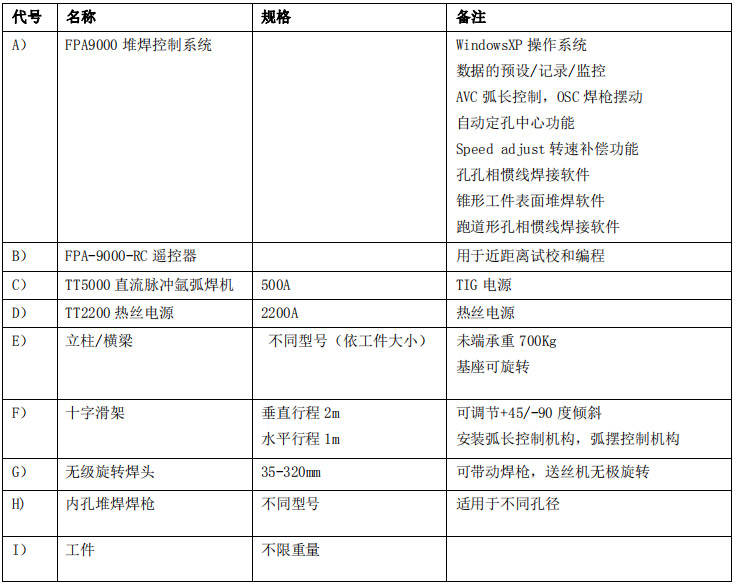
3.1 FCW-P Ⅰ设备用途:
3.2 运行描述:
Fronius 公司的 FCW-PⅠ管子内壁堆焊机专为口径小,且长度超过 3m 的管子而设计的,因为此种长度和直径的管子,因空间原因和焊枪过长产生挠度的原因,以前是无法施焊的。FCW-PⅠ采用特殊的加长焊枪,长度依据工件的要求,一般为 3-12 米,整个堆焊系统长度约
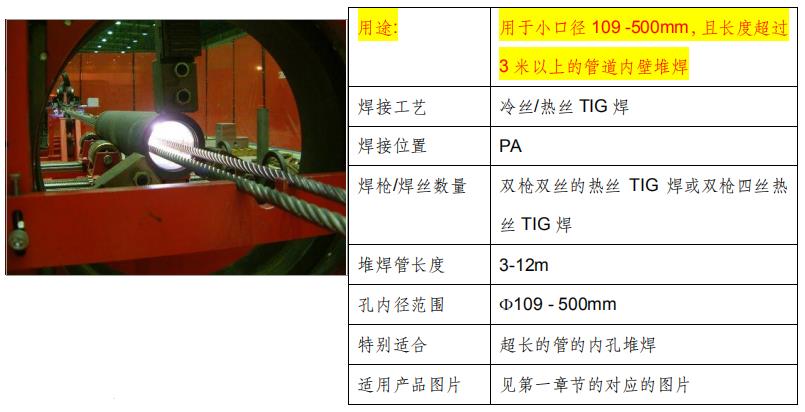
30 米。为增加加长焊枪的钢性,且又兼顾焊枪的可达性,此套堆焊系统采用钢丝绳作焊枪移动导轨。FCW-P 长管内壁堆焊专机主要由空心转台,焊枪移动机构,桶丝移动机构,2 个滚轮式的支承,钢丝绳焊枪导轨,两台 TIG 焊接电源,两台热丝电源,两台送丝机,两把内孔堆焊枪,1 台堆焊控制系统组成。焊接时,钢管夹紧在空心转台上,下部由两个支承式滚轮作支承,两把焊枪支承在钢丝绳式导轨上。焊接时,转台带动管子作周向运动,移动机构推动两把焊枪在钢丝绳导轨上在管内作纵向移动,两把热丝 TIG 焊枪一前一后进行施焊,2 把焊枪同时熔化 4 根焊丝,焊接过程 AVC 自动控制电弧高度,整个焊接过程由 FPA2003 堆焊控制系统集中控制。
3.3 部件组成:
3.4 FCW-PⅠ 独特的优点:
可焊接小口径(109 -500mm),长度确良 3-12m 管道内孔堆焊
热丝 TIG 焊工艺,稀释率低
可实现双枪双丝焊或双枪四丝焊,一次可焊接两层焊缝,焊接效率高
可可带动 4 个桶丝(250 磅)焊接,节省焊丝材料(因焊枪较长,盘丝会造
成浪费)
采用热丝 TIG 焊工艺,稀释率可控制在 5%
焊接速度可以达 70cm/min,焊接效率高
成熟的标准产品,并在多个客户处得到应用
四、 专机三: FCW-PⅡ CMT 管内孔堆焊专机
4.1 FCW-PⅡ CMT 设备用途:


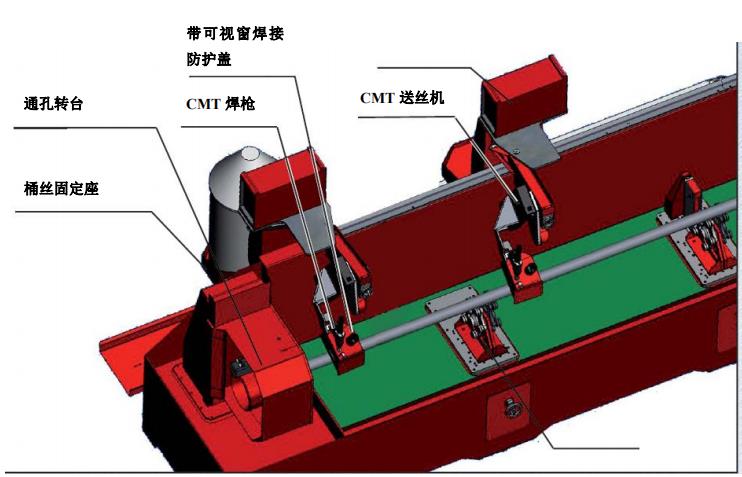
4.2 FCW-PⅡ CMT 运行描述
Fronius 公司的 FCW-PⅡ管子内壁堆焊机专为口径大,且长度不长的管子而设计的,由于此套系统采用最新的 CMT MIG/MAG 焊工艺,因而具有高效(达 6Kg/h,是热丝 TIG 焊熔敷效率的 2.5 倍以上),高的焊接质量(低飞溅,低稀释率),极高的性价比。
FCW-P 长管内壁堆焊专机主要由空心转台,十字滑架,摆动机构,CMT 焊接电源,系统控制器组成。焊接时,夹在转台上的管子旋转,焊枪作步进的纵向运动,焊接过程据需要可作各种摆动。
4.3 部件组成:

4.4 FCW-PⅡ CMT 的优点:
低的热输入量
非常稳定的电弧;真正的无飞溅焊接
焊接变形小
堆焊焊缝稀释小(第一道焊缝稀释率< 5%)
焊接效率高熔敷效率,高达6Kg/h(同 TIG 相比焊接速度有 2~3 倍的提高)
与 MAG 堆焊工艺相比,相同的送丝速度(如 12m/min),MAG 需要 300A电流,CMT 仅需 180A 电流,相应地热输入量也较小
低的使用成本(小的堆焊厚度就可满足要求,节省焊丝;焊后处理,节省气电……

五、 专机四: FCW-PⅢ CMT 单管外壁堆焊专机
5.1 FCW-PⅢ CMT 设备用途:


5.2 FCW-PⅢ CMT 运行描述
Fronius 公司的 FCW-PⅢ CMT 是设计用于小口径,大长度的管子外壁堆焊,焊接这种类型的管径,焊接速度越快,热输入量越低是首先。因而在此套系统中采用了 2 台 CMT 焊机进行单管焊接,以提高焊接效率,降低管子的变形。
FCW-PⅢ CMT 管子外壁堆焊系统,是由卧式钢结构底座,底部带可调节高度装置,在底座一侧可安装带通孔 FRT 转台(通孔用于接冷却水管),在底座纵方面安装了线性导轨,线性导轨可安装两个 FWD Head 120 环带传动行走机构;尾部转台安装在 12m+1mm 的位置,圆管支承和把持共 6 个;焊接时,将需堆焊的长管子夹持在转台上,两端接上冷却水,将两把焊枪旋转至管件上方,手工调节焊枪高度和角度,然后通过 FPA2003 手持式遥控器设定焊接参数及转动速度,即可双枪焊接。
5.3 部件组成:

5.4 FCW-PⅢ CMT 的优点:
焊接效率高。
专机采用双 CMT 焊枪堆焊,焊接效率比单枪快了一倍
CMT 堆焊工艺可提高焊接速度。同普通 MAG 焊相比,相同的送丝速度(即熔敷率),CMT 需用的电流小很多。例如:送丝速度 12m/min,MAG 需要 300A电流,CMT 仅需 180A 电流。
低的焊缝稀释率,高抗腐蚀性能CMT 工艺热输入量低,熔化效率高,意味着稀释率小。在德国 unlig 公司试验数据:打底层焊缝稀释率小于 5%(100%Ar);盖面层稀释率小于 1%
美观的焊缝表面质量
a) CMT 低的电压特性,熔池在立向下位置容易控制,成形和颜色都优于普通MAG 焊
b) CMT 焊接时极低的飞溅
焊接变形少,焊后矫正工作量降低
a) 管内通水冷却,加强散热,减少工件焊接变形
b) 采用低热输入量 CMT 工艺(相比 MAG,热输入量少 15-30%),有利于减少工件变形
节约材料,降低生产制造成本
a) 传统的 MAG 堆焊,由于稀释率过大,通常需要更厚的堆焊层才能满足耐腐蚀要求。而用 CMT 工艺热输入低,稀释率小,堆焊层可以更薄。这意味着节省了昂贵的镍基焊丝,也同时节省了时间和能源消耗。
b) 更高的熔敷效率意味着节省了电能和气体
运行稳定,安全可靠
a) 同人工焊相比,专机焊接质量更稳定,质量重复精度高
b) 焊机采用推-拉丝设计,拉丝机构选用的是交流伺服马达,送丝平稳
c) CMT 工艺焊接过程中不停进行送丝-回抽,机械式调节弧长,不易受工件表面(如灰法,锈..)及焊枪摆动的影响,电弧稳定。
六、 专机五: FLC 20 Fin-Tube 膜式壁堆焊专机
6.1 FLC 20 Fin-tube 设备用途:

6.2 FLC 20 Fin-tube 运行描述
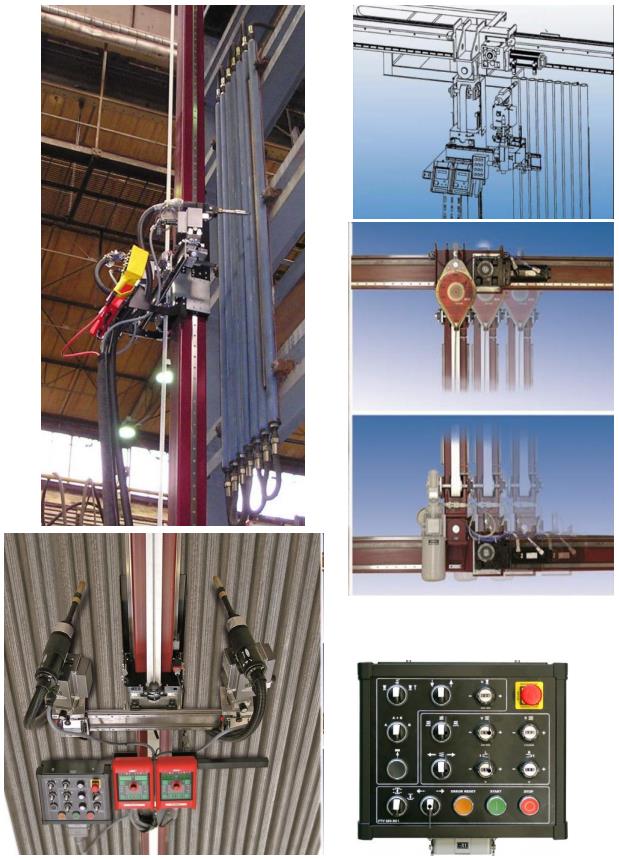
Fronius 公司的 FLC 20 Fin-tube 是设计用于膜式壁堆焊,焊接这种类型的产品,焊接速度越快,热输入量越低是首先。因而在此套系统中采用了 2 台 CMT焊机进行焊接,以提高焊接效率,降低管子的变形。
FLC 20 Fin-tube 膜式壁上下两个横梁,在横梁之间安装了一根立柱,立柱上带有行走轨道,由一台重载型的行走小车,在立住上进行立同下移动。焊接时将连接好水循环的水冷壁吊装在基座上,通过专机控制器将立向滑轨移到需焊工件上方,调节行走小车至需焊工件的顶部,双枪开始立向下焊接。焊接过程中焊枪作横向摆动。当一道焊缝结束后,通过小车在横向轴的位置或者立向滑轨的位置进行第二道焊接。
6.3 部件组成:
6.4 FLC 20 Fin-tube 的优点:
Fronius 专机通过成熟的膜式堆焊专机结合目前世界上最先进的 MIG 焊接工艺-CMT 冷金属过渡工艺,为高质量的堆焊提供了重要的保障,它具有如下的优点:
焊接效率高。
专机采用双 CMT 焊枪堆焊,焊接效率比单枪快了一倍
CMT 堆焊工艺可提高焊接速度,尤其是在立向下的焊接位置。同普通 MAG焊相比,相同的送丝速度(即熔敷率),CMT 需用的电流小很多。
低的焊缝稀释率,高抗腐蚀性能
立向下焊接,熔深浅,母材熔化少,焊缝稀释率低
CMT 工艺热输入量低,熔化效率高,意味着稀释率小。在德国 unlig 公司试验数据:打底层焊缝稀释率小于 5%(100%Ar);盖面层稀释率小于 1%
美观的焊缝表面质量
摆动焊接,焊缝平坦美观
CMT 低的电压特性,熔池在立向下位置容易控制,成形和颜色都优于普通MAG 焊
CMT 焊接时极低的飞溅
焊接变形少,焊后矫正工作量降低
管内通水冷却,加强散热,减少工件焊接变形
立向下焊接,减少了焊接电流要求,有利于减少工件变形
采用低热输入量 CMT 工艺(相比 MAG,热输入量少 15-30%),有利于减少工件变形
节约材料,降低生产制造成本
传统的 MAG 堆焊,由于稀释率过大,通常需要更厚的堆焊层才能满足耐腐蚀要求。而用 CMT 工艺热输入低,稀释率小,堆焊层可以更薄。这意味着节省了昂贵的镍基焊丝,也同时节省了时间和能源消耗。
更高的熔敷效率意味着节省了电能和气体
运行稳定,安全可靠
同人工焊相比,专机焊接质量更稳定,质量重复精度高
焊机采用推-拉丝设计,拉丝机构选用的是交流伺服马达,送丝平稳
CMT 工艺焊接过程中不停进行送丝-回抽,机械式调节弧长,不易受工件表面(如灰法,锈..)及焊枪摆动的影响,电弧稳定。
立向行走小车除蜗轮传动外,还有钢丝吊挂机构。另外系统还有上下限位开关以及防坠安全保护功能